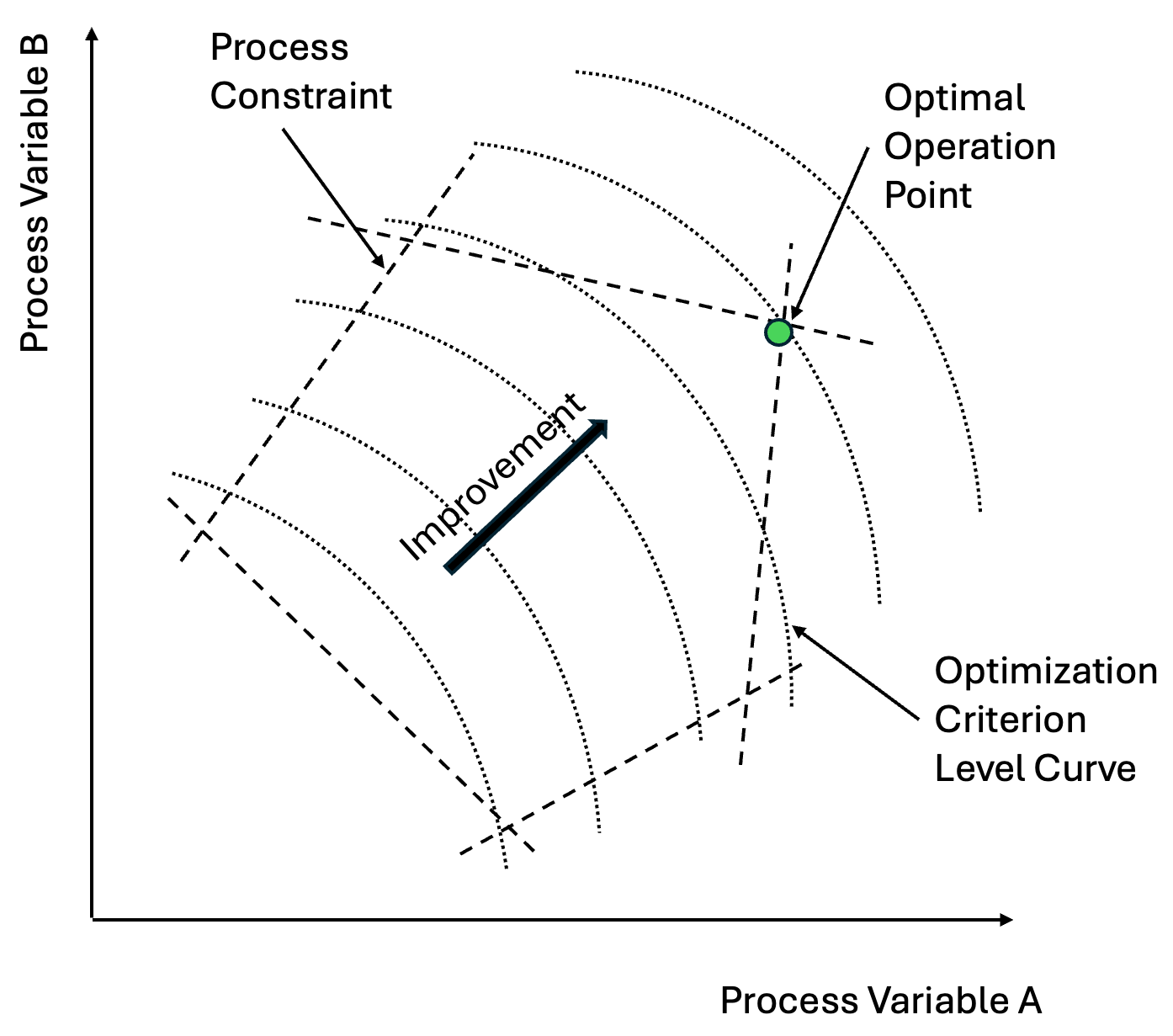
Figure 1: Optimal operation point.
![[ger]](http://www.rainer-scheuring.de/common/flag_ger_inactive.gif "Deutsch [ger] Version not yet available")
![English [eng]](http://www.rainer-scheuring.de/common/flag_eng.gif)
Override Control
Optimal Operation of a |
Suche:
Home |
Sitemap |
Printversion |
Top |
© Rainer Scheuring
Override Control
Optimal Operation of a |
Home |
Sitemap |
Printversion |
Top |
© Rainer Scheuring